Zircom Sintering Furnace Series
Standard / Plus / Speed
Troubleshooting
Zircom Error 5 Heater disconnected | KDF
Zircom Error 6 Short-circuited Thermocouple or disconnected | KDF
ZIRCOM Error 4 (Lifting Table Abnormal) Troubleshooting Guide KDF
ZIRCOM Error 4 (Lifting table abnormal) no.2 / MAY 2022 UPDATED / Troubleshooting Guide KDF
Zircom Error 9,11,12 Unstable temperature, fan error | KDF
Zircom No indicate screen How to fix black screen | KDF
Zircom Stuck Table indicating Error 6 | KDF
Zircom Speed How to stack Carbon(SiC) fasting firing trays | KDF
Zircom specification changed after 2017 notification Troubleshooting Guide KDF
Zircom unstable sintering temperature| KDF
Zircom How to replace the Furnace Unit | KDF
How to set a program on Zircom Sintering Furnace
Order Parts Item Code & Name
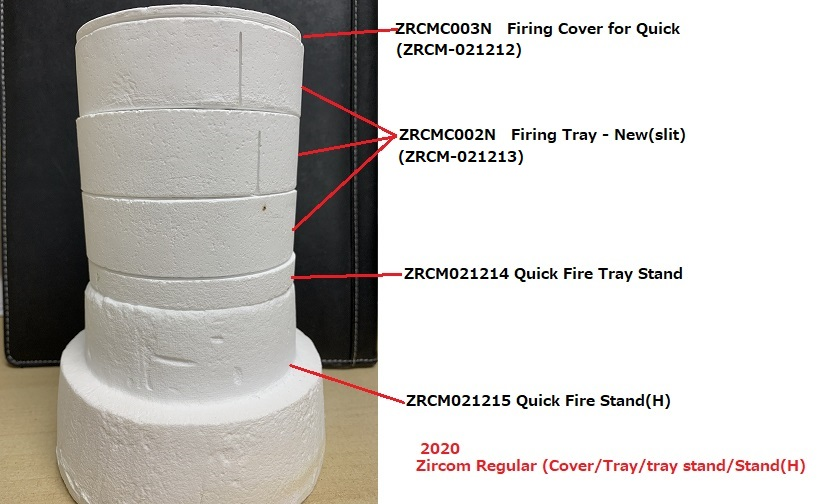

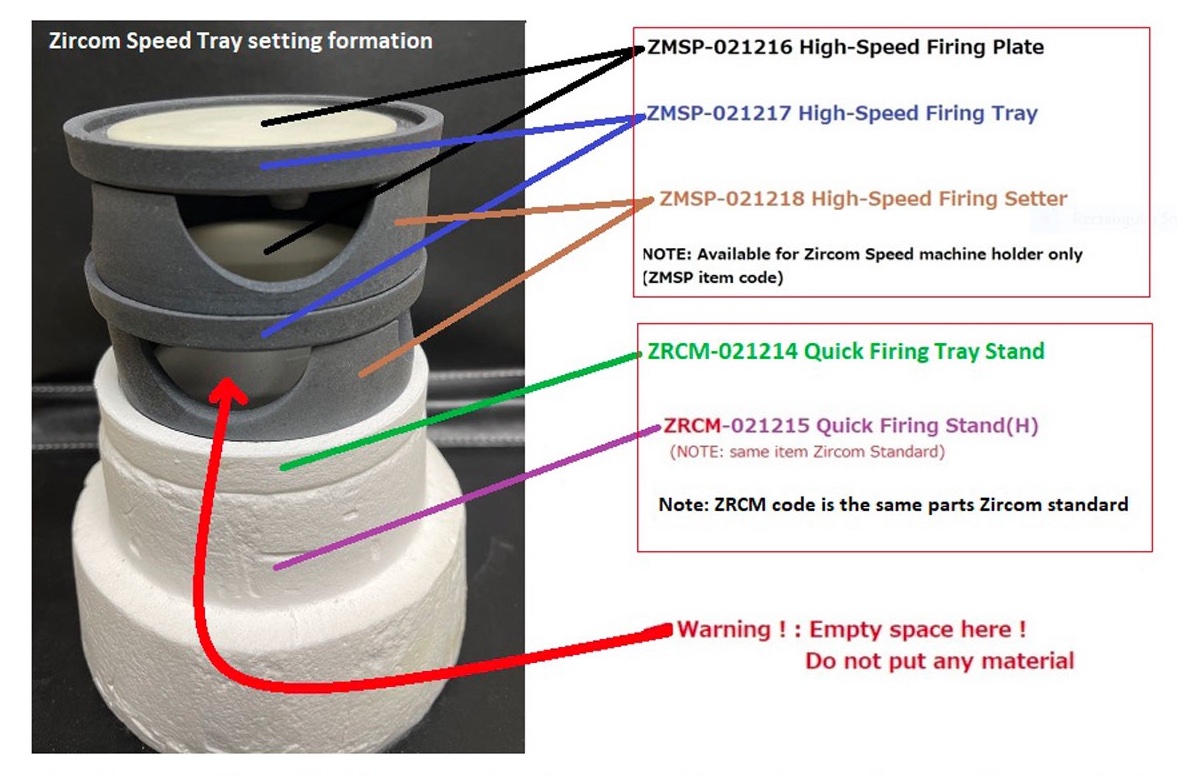
NOTE: ZRCM-021215 Quick Firing Stand(H) is the same item Zircom Standard and Zircom Speed
NOTE: Zircom Speed has TWO types of Tray sets. One is for the Zircom Standard ceramic tray set, other is for the Zircom Speed carbon tray set.
NOTE: High-Speed Firing Tray: Silicon carbide (sic)compound form, If zirconia material touches this tray or there is no High-Speed Firing Plate, it will change the color (light YELLOW). Please do not contact the SiC tray with zirconia material. Always should be put on the High-Speed Firing Plate. Also, It can not be a cause of this tray itself to GRAY colored zirconia materials. exception: reduction firing CO concentration up 4% or please attempt other company’s zirconia material.
Mechanical Support
Power Requirements
The unit requires 220V single-phase, 20A and grounding
Unloaded Muffle Firing
When first purchasing the unit, please follow the unloaded muffle process listed below:
- Put the proper amount of beads in the firing tray, then put one or two firing trays with its cover on.
- Choose Course 0 and press [START STOP]. It takes approximately 7 hours.
How to Use:
- Powering on, then the unit displays Standby Mode
- Select the course by ▲▼
- Press [START/STOP]
How to Program:
Suppose you store a firing program on Program Course 5 as follows:
(Make sure the firing table is down)
Course Name: TEST
Step 1 Temp: 1000C Time: 40min
Step 2 Temp: 1500C Time: 60min
Step 3 Temp: 1500C Time: 120min
Step 4 Temp: 400C Time: 60min
Step 5 Temp: 300C Time: 90min
Table Position: 5.
The start temperature is 20C. It is already programmed.
- Turn on the power to go to the Standby Mode
- Press ▲▼ the button to choose course number 5
- Press [F1]
- Press ▲ to move to Course Name
- Input TEST by using [F3]&[F4] and
- Press ▼ to move back to Step 1
- Input 1000 by [F3]&[F4]
- Press to adjust time then imput 0:40 by [F3]&[F4]
- Press ▼ to move down to Step 2 then input 1500 and 1:00 by [F3]&[F4]
- Press ▼ to move down to Step 3 then input 1500 and 2:00 by [F3]&[F4]
- Press ▼ to move down to Step 4 then input 400 and 1:00 by [F3]&[F4]
- Press ▼ to move down to Step 5 then input 300 and 1:30 by [F3]&[F4]
- Press [F2] to change Setting Page (Table Position & Chme)
- Adjust Table Position to 5 by using [F3]&[F4]
- Press [F1] to return to Standby Mode
©Program will not be saved if you turn off the unit during programming.
Error Signs
- No4: Lifting Table Abnormal – Error occurs during lifting the firing
- No5: Heater Disconnection Abnormally – Heater is broken. Please replace it with a new heater
- No6: Thermocouple Error – The thermocouple is short-circulated or disconnected
- No8: Memory Error – The memory content is corrupted by the influence of noise or when the unit cannot read the memory
- No9: Excessive Rise of Temperature – The muffle temperature rises excessively
- No11: Top Cooling Fan Error – Error occurs in the top cooling fan
- No12: Under Cooling Fan Error – Error occurs in the lower cooling fan
CONTACT
If you would like to order parts for your machine or have questions,
please contact your dealer directly.